El impacto de la simulación basada en IA en el diseño de matrices y la optimización del proceso de estampado.
May 08, 2026
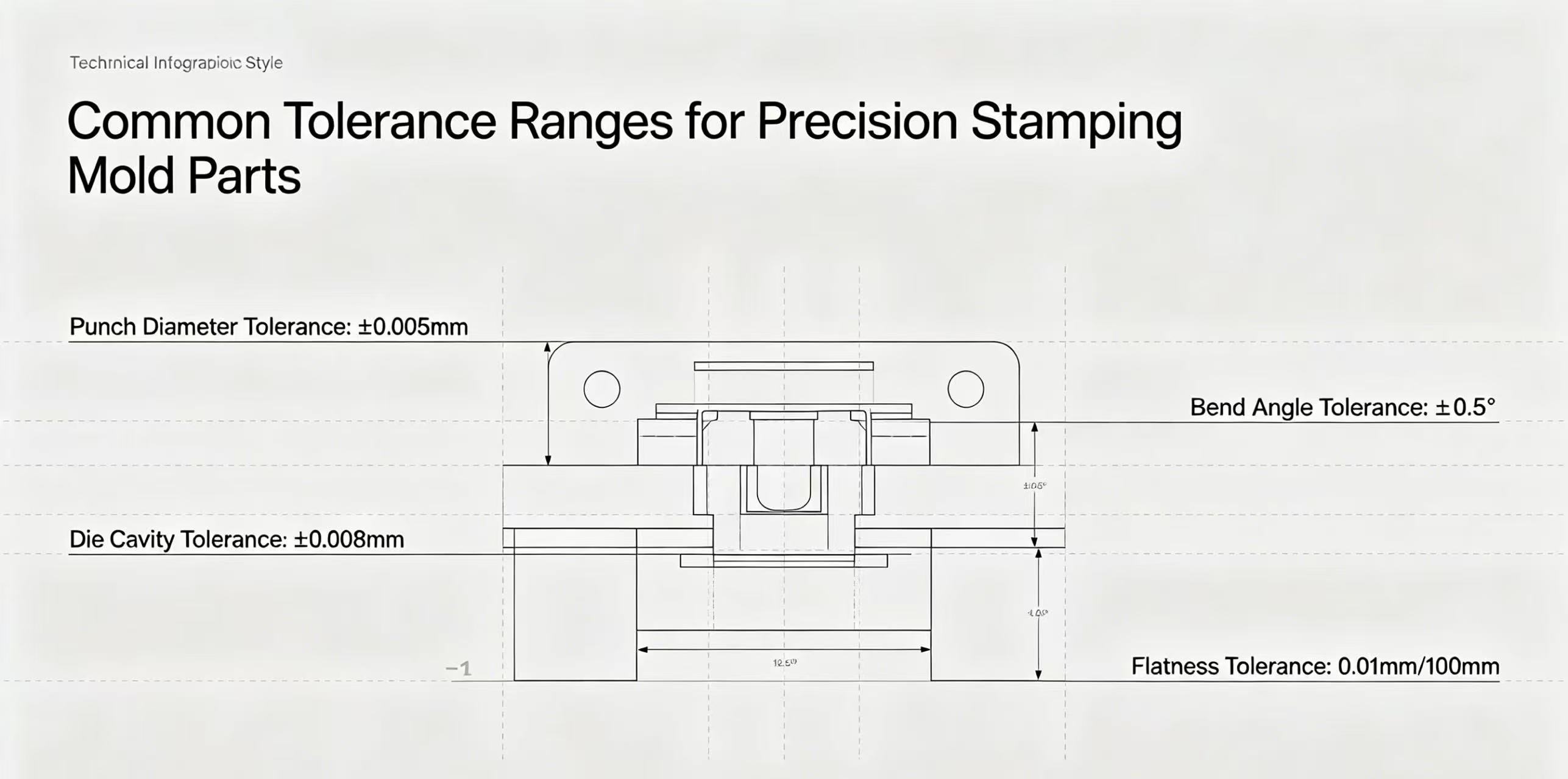
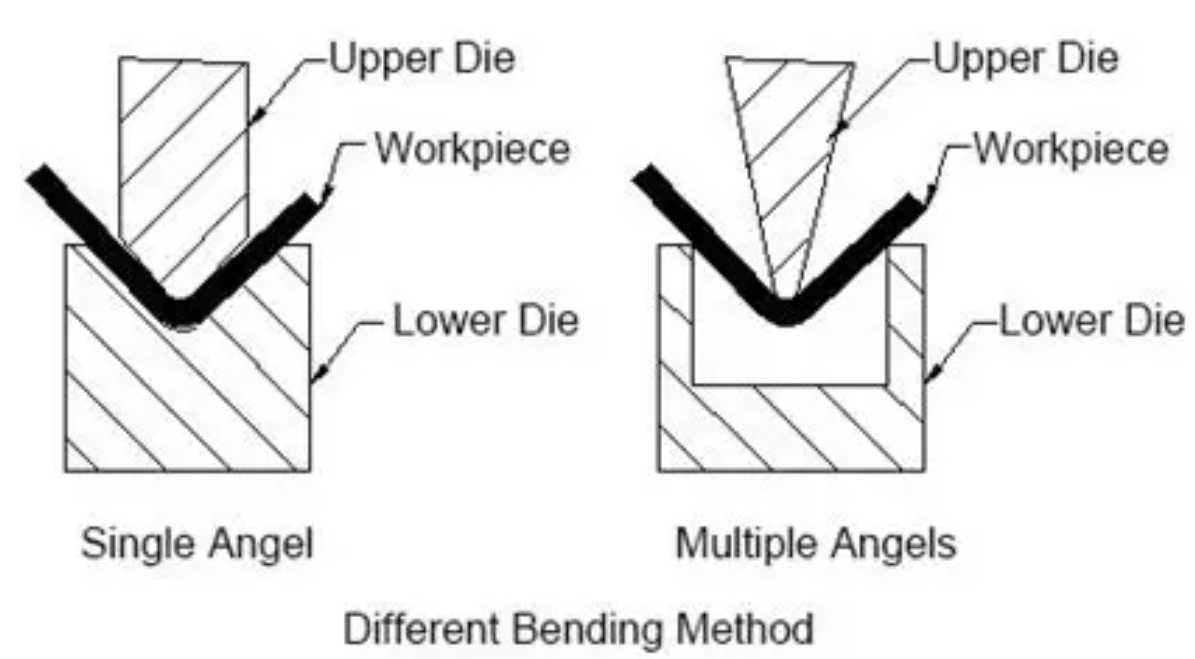
En el piezas de troqueles de estampado de metalEn la industria manufacturera, la precisión, la eficiencia y el control de costos son los pilares del éxito. Durante décadas, el diseño de matrices y proceso de estampadoLa optimización se basaba en gran medida en el método de ensayo y error, la intuición de ingenieros experimentados y la creación de prototipos físicos que consumían mucho tiempo, lo que a menudo generaba retrasos, mayores costos y una calidad inconsistente. Hoy en día, la simulación impulsada por inteligencia artificial (IA) está transformando este panorama, convirtiendo los procesos tradicionales y reactivos en procesos proactivos basados en datos que ofrecen mejores resultados en menos tiempo. Exploremos cómo la simulación impulsada por IA está revolucionando el diseño de matrices y la optimización de procesos de estampado, y por qué se está convirtiendo en una herramienta indispensable para los fabricantes con visión de futuro. Limitaciones del diseño y la optimización de matrices tradicionalesAntes de que la simulación basada en IA se generalizara, el diseño de matrices y la optimización del proceso de estampado se enfrentaban a importantes desafíos. Los ingenieros diseñaban matrices basándose en la experiencia previa, creaban prototipos físicos, los probaban en equipos de estampado y luego realizaban ajustes en función de los resultados. Este ciclo —diseño, prototipo, prueba, revisión— podía repetirse varias veces, especialmente para matrices complejas. piezas de matrizSe utiliza en aplicaciones automotrices, electrónicas o médicas. Este proceso no solo consume mucho tiempo (a menudo semanas o incluso meses para un solo troquel), sino que también conlleva altos costos. Los prototipos físicos requieren materiales, mano de obra y tiempo de máquina, y cada revisión incrementa el gasto total. Además, si bien la intuición humana es valiosa, es propensa a errores: factores como la recuperación elástica del material, el desgaste del troquel y la distribución de tensiones pueden ser difíciles de predecir con precisión, lo que puede provocar defectos en el producto final o fallas prematuras del troquel. En la producción a gran escala, incluso pequeñas ineficiencias en el diseño del troquel o en los procesos de estampado pueden traducirse en pérdidas financieras significativas.Cómo la simulación impulsada por IA cambia las reglas del juego.La simulación basada en IA combina el poder del análisis de elementos finitos (FEA) con algoritmos de aprendizaje automático (ML) para crear un entorno virtual donde los ingenieros pueden diseñar, probar y optimizar piezas de matrices y procesos de estampado, todo ello sin prototipos físicos. A diferencia de las herramientas de simulación tradicionales, que requieren entrada e interpretación manual, las soluciones basadas en IA pueden aprender de los datos, adaptarse a diferentes escenarios y proporcionar información útil que los ingenieros humanos podrían pasar por alto. 1. Precisión predictiva para escenarios complejosUna de las mayores ventajas de la simulación basada en IA es su capacidad para predecir comportamientos complejos de estampado con una precisión sin precedentes. Los algoritmos de IA analizan grandes cantidades de datos históricos —incluidas las propiedades del material, la geometría de la matriz, los parámetros de estampado y el rendimiento anterior— para identificar patrones y correlaciones. Esto permite que la simulación prediga el rendimiento de una matriz en diferentes condiciones, como cambios en el espesor del material, la velocidad de estampado o la presión de la herramienta. Por ejemplo, el efecto de recuperación elástica —un problema común en el estampado, donde el material rebota tras ser conformado— es notoriamente difícil de predecir con los métodos tradicionales. La simulación basada en IA puede modelar este efecto con precisión, lo que permite a los ingenieros ajustar el diseño del troquel (como añadir compensaciones) antes de su fabricación. Esto elimina la necesidad de costosos ajustes posteriores a la producción y reduce el riesgo de piezas defectuosas.2. Reducción de plazos de entrega y costesAl sustituir el prototipado físico por pruebas virtuales, la simulación con IA reduce drásticamente los plazos de entrega. Lo que antes llevaba semanas, ahora se puede hacer en días o incluso horas. Los ingenieros pueden probar múltiples diseños de troqueles y parámetros de estampado en el entorno virtual, comparar resultados y seleccionar la solución óptima, todo ello sin desperdiciar materiales ni tiempo de máquina. Esto no solo acelera el ciclo de diseño a producción, sino que también reduce los costes asociados al prototipado, la reelaboración y el desperdicio. Para los fabricantes pequeños y medianos, en particular, esto supone un cambio radical. La simulación basada en IA iguala las condiciones, permitiéndoles competir con empresas más grandes al reducir el tiempo de comercialización y mejorar la eficiencia, sin necesidad de realizar grandes inversiones en equipos de prueba físicos. 3. Optimización proactiva de procesosLa simulación basada en IA no solo ayuda con el diseño de matrices, sino que también optimiza todo el proceso de estampado. Los algoritmos de aprendizaje automático pueden analizar datos en tiempo real de las máquinas de estampado (como fuerza, temperatura y vibración) para identificar posibles problemas antes de que causen defectos o paradas de la máquina. Por ejemplo, la simulación puede predecir cuándo es probable que una matriz se desgaste, lo que permite a los fabricantes programar el mantenimiento de forma proactiva en lugar de reaccionar ante una avería. Además, la IA puede optimizar los parámetros de estampado (como la velocidad de alimentación, la presión y la temperatura) en tiempo real, lo que garantiza una calidad uniforme en producciones de alto volumen. Esto es especialmente importante para industrias como la automotriz y la médica, donde se exige cero defectos. Aplicaciones prácticas en la fabricación de matrices para estampado de metalesEl impacto de la simulación impulsada por IA ya se está sintiendo en toda la industria. Por ejemplo, una importante empresa automotriz fabricante de matricesRecientemente, se implementó una herramienta de simulación basada en IA para diseñar matrices para componentes de baterías de vehículos eléctricos (VE). La herramienta predijo la recuperación elástica y el flujo del material con un 95 % de precisión, lo que redujo la cantidad de prototipos físicos en un 70 % y los plazos de entrega en un 40 %. Como resultado, el fabricante pudo cumplir con los ajustados plazos de producción de VE y reducir los costos en un 35 % por matriz. Otro ejemplo proviene de la industria de dispositivos médicos, donde la precisión es fundamental. Un fabricante de componentes médicos microestampados utilizó simulación con IA para optimizar el diseño de matrices para piezas diminutas y complejas. La simulación ayudó a identificar posibles puntos de tensión que podrían provocar fallos en las piezas, lo que permitió a los ingenieros ajustar la geometría de la matriz y los parámetros de estampado. Esto dio como resultado una tasa de producción libre de defectos del 99,8 %, frente al 92 % anterior a la implementación de la herramienta. El futuro de la IA en el diseño de matrices y el estampadoA medida que la tecnología de IA continúa avanzando, su impacto en el diseño de matrices y la optimización del proceso de estampado no hará más que crecer. Es probable que los desarrollos futuros incluyan algoritmos de aprendizaje automático más avanzados que puedan aprender de los datos de producción en tiempo real para mejorar continuamente la precisión de la simulación, así como la integración con otras tecnologías de la Industria 4.0, como los gemelos digitales y los sensores de IoT. Esto creará un ecosistema de fabricación inteligente y totalmente conectado donde el diseño de matrices, el estampado y el mantenimiento se optimizarán automáticamente. Para los fabricantes que adoptan la simulación basada en IA, las ventajas son evidentes: comercialización más rápida, menores costes, mayor calidad y una ventaja competitiva en un sector cada vez más saturado. Quienes no adopten esta tecnología corren el riesgo de quedarse atrás, ya que los clientes exigen piezas de troquelado más precisas y rentables, así como plazos de entrega más cortos. La simulación impulsada por IA no es solo una tendencia, es una tecnología transformadora que está redefiniendo cómo piezas de troqueles de estampado de metalSe diseñan y fabrican. Al eliminar el método de ensayo y error, mejorar la precisión predictiva y reducir los plazos de entrega y los costos, la simulación impulsada por IA está ayudando a los fabricantes a superar las limitaciones de los métodos tradicionales y alcanzar nuevos niveles de eficiencia y calidad. A medida que la industria continúa evolucionando, la IA se convertirá en una herramienta esencial para cualquier fabricante que busque mantenerse a la vanguardia en el competitivo mundo del estampado de metales. producción de piezas de troquel.










 Red IPv6 compatible
Red IPv6 compatible







